Details | Specifications |
|---|---|
CAS Number |
320-67-2 |
Molecular Formula |
C8H12N4O5 |
Molecular Weight |
244.2 |
Synonyms |
5-azacytidine |
Chemical Name |
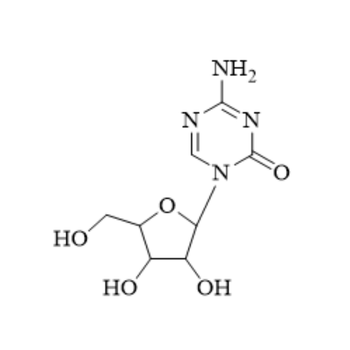
4-amino-1-(3,4-dihydroxy-5-(hydroxymethyl)tetrahydrofuran-2-yl)-1,3,5-triazin-2(1H)-one |
Grade |
USP |
Polymorph |
Form-I. |
GTI and NI |
Risk Assessment available |
DMF Availability |
Available |
Please Note: We partner exclusively with pharmaceutical manufacturers, biotech companies, and international trading firms. Minimum order quantities apply*
Disclaimer:
The information provided on this webpage is based on the best available knowledge at the time of publication; however, accuracy and completeness are not guaranteed. Product specifications may change without notice. It is the responsibility of the purchaser or user to verify suitability and compliance. This product is intended for research use only and is not approved for human consumption.
Shilpa Pharma is a premier global supplier of Active Pharmaceutical Ingredients, presenting high-quality Azacitidine (CAS Number: 320-67-2) to the worldwide pharmaceutical industry. Azacitidine is a synthetic pyrimidine nucleoside analog, chemically identified as 4-amino-1-(3,4-dihydroxy-5-(hydroxymethyl)tetrahydrofuran-2-yl)-1,3,5-triazin-2(1H)-one, with a molecular weight of 244.2. Its structural resemblance to cytidine allows it to exert its therapeutic effects by interfering with nucleic acid metabolism.
Functionally, Azacitidine is classified as an antineoplastic agent, specifically operating as a DNA methyltransferase inhibitor. At a molecular level, this API is incorporated into both DNA and RNA, leading to hypomethylation of DNA. This epigenetic modification can reactivate silenced genes, which is a crucial mechanism in the treatment of certain hematological disorders. Our Azacitidine meets the stringent specifications of the United States Pharmacopeia (USP), ensuring its suitability for pharmaceutical manufacturing across regulated markets.
The strategic importance of Azacitidine to pharmaceutical manufacturers globally cannot be overstated, given its critical role in oncology formulations. As a leading Azacitidine manufacturer and exporter India, Shilpa Pharma provides a consistently reliable supply of this essential API, backed by comprehensive quality assurance and regulatory support. Our commitment to excellence in manufacturing and adherence to global pharmacopoeial standards positions us as a preferred partner for companies seeking high-quality pharmaceutical APIs for their drug product development and commercialization efforts.
Shilpa Pharma’s vertically integrated manufacturing capabilities ensure a controlled and efficient production process for Azacitidine, from key intermediates to the final API. This control over the entire synthesis chain guarantees purity, consistency, and traceability, which are paramount for life-saving medications. Our global clientele, spanning North America, Europe, Asia-Pacific, Latin America, the Middle East, and Africa, relies on our expertise and capacity to deliver critical APIs like Azacitidine with unwavering quality and compliance.
Azacitidine, as a critical Active Pharmaceutical Ingredient, is predominantly utilized in the formulation of parenteral drug products due to its specific therapeutic indications and physicochemical properties. Its primary application is in injectable forms, suitable for intravenous or subcutaneous administration, which necessitates meticulous formulation development and sterile manufacturing processes. The API’s moderate aqueous solubility and pH-dependent stability are key considerations during pre-formulation studies, often requiring the use of specific buffering agents to maintain solution integrity and prevent hydrolysis.
Successful formulation of Azacitidine requires careful selection of excipients to ensure drug product stability and bioavailability. Given its susceptibility to hydrolysis, formulators must avoid strong alkaline conditions and minimize exposure to moisture and elevated temperatures throughout the manufacturing process. Lyophilization is a commonly employed technique to enhance the long-term stability and extend the shelf life of Azacitidine drug products, requiring specialized expertise in cycle development and scale-up. Compatibility with various bulking agents, cryoprotectants, and tonicity agents must be rigorously assessed to prevent degradation and maintain product efficacy.
Shilpa Pharma, as a dedicated Azacitidine supplier from India, offers extensive support to clients through our CDMO services. This includes assistance with formulation development, process optimization, and technology transfer for complex parenteral products. Our capabilities encompass analytical method development and validation, stability studies, and manufacturing of clinical trial materials. We guide clients from initial research quantities through to full commercial scale, ensuring that all processing notes, such as aseptic handling and controlled environmental conditions, are strictly adhered to for this sensitive API. Our expertise in handling hydrolytically labile compounds is invaluable for developing stable and effective Azacitidine formulations.
The industrial handling and storage of Azacitidine API require stringent controls to maintain its purity, stability, and ensure personnel safety. Recommended storage conditions typically involve keeping the product in its original, tightly closed container, protected from light and moisture, at a controlled room temperature, generally between 20-25°C with permissible excursions to 15-30°C, or as precisely specified on the Certificate of Analysis (CoA). These conditions are crucial to mitigate degradation pathways, particularly hydrolysis, to which Azacitidine is sensitive.
Shilpa Pharma supplies Azacitidine in pharmaceutical-grade packaging designed to preserve its integrity. This typically involves double-bagged, sealed containers, often with an inert gas overlay such as nitrogen, to minimize exposure to oxygen and moisture. The shelf life and retest period for our Azacitidine are determined through comprehensive stability studies conducted according to ICH guidelines, with detailed information provided on the CoA. Known incompatibilities include strong alkaline environments and powerful oxidizing agents, which can accelerate degradation. Therefore, careful consideration of these factors is essential during handling and formulation to prevent loss of potency and formation of impurities.
For personnel handling Azacitidine, adherence to strict safety protocols is mandatory. This includes the use of appropriate Personal Protective Equipment (PPE) such as chemical-resistant gloves, safety glasses, and laboratory coats. Operations involving the API should be conducted in well-ventilated areas or under localized exhaust ventilation to prevent inhalation of particulate matter. Shilpa Pharma ensures that our Azacitidine exporter India operations are fully compliant with relevant regulatory classifications, including considerations for ICH Q3D elemental impurities. Our comprehensive quality documentation package for Azacitidine includes a Certificate of Analysis, Certificate of Conformance, Safety Data Sheet (SDS), detailed impurity profiling, and residual solvent analysis, providing complete transparency and assurance for industrial manufacturing personnel.
The pricing of Active Pharmaceutical Ingredients like Azacitidine is influenced by a complex interplay of factors, critical for procurement directors and supply chain managers. Key drivers include the purity specification (e.g., USP grade), the batch size required (from small research quantities to large commercial volumes), the extent of regulatory documentation needed (such as US-DMF or CEP), the origin and quality of raw materials, and global currency fluctuations. Shilpa Pharma’s strategic position as one of the leading Azacitidine manufacturers in India allows us to offer highly competitive pricing without any compromise on quality or regulatory compliance.
Our competitive pricing stems from several advantages inherent to Indian GMP manufacturers, including efficient manufacturing processes, optimized operational costs, and a skilled workforce. Furthermore, Shilpa Pharma benefits significantly from vertical integration, which means we control the production of key intermediates and raw materials. This vertical integration reduces dependency on external suppliers, mitigates supply chain risks, and provides greater cost control, ultimately translating into more stable and attractive pricing for our clients compared to sourcing through trading intermediaries.
Shilpa Pharma is committed to accommodating all order sizes, from initial research and development quantities to full commercial requirements, offering flexible Minimum Order Quantities (MOQs) to meet diverse client needs. For established pharmaceutical manufacturers and generic drug companies, entering into long-term supply agreements with Shilpa Pharma provides substantial benefits, including predictable pricing, assured supply security, and reduced procurement complexities. To receive a tailored quotation or discuss supply requirements, buyers are encouraged to contact us directly.
Pharmaceutical manufacturers, generic drug companies, CDMOs, and research organizations worldwide consistently choose Shilpa Pharma as their preferred partner for Active Pharmaceutical Ingredients like Azacitidine due to our unwavering commitment to quality, regulatory excellence, and comprehensive support services. Our manufacturing facilities in India are ISO-certified and adhere strictly to current Good Manufacturing Practices (GMP), ensuring that every batch of Azacitidine meets the highest global standards for purity, potency, and consistency. This foundational commitment to quality underpins all our operations and product offerings.
A significant advantage of partnering with Shilpa Pharma is our robust regulatory dossier support. We provide comprehensive documentation, including US-DMF (Drug Master File), CEP (Certificate of Suitability to the monographs of the European Pharmacopoeia), and COPP (Certificate of Pharmaceutical Product), facilitating swift drug product registrations across regulated markets. Our in-house analytical laboratories are equipped with state-of-the-art instrumentation, including High-Performance Liquid Chromatography (HPLC), Gas Chromatography (GC), Fourier-transform Infrared Spectroscopy (FTIR), UV-Vis Spectrophotometry, Karl Fischer titrators, and particle size analyzers. This advanced analytical capability ensures rigorous quality control, impurity profiling, and residual solvent analysis for every product batch.
Shilpa Pharma’s extensive experience as an Azacitidine manufacturer and exporter across North America, Europe, Asia-Pacific, Latin America, the Middle East, and Africa means we understand the nuances of international logistics and regulatory requirements. Beyond API supply, our about Shilpa Pharma commitment extends to providing dedicated technical support for formulation queries, process development, and scale-up challenges through our expert CDMO services. We offer custom synthesis, contract manufacturing, and technology transfer assistance, acting as a true extension of our clients’ R&D and manufacturing teams. Our auditable supply chain ensures transparency and traceability from raw material sourcing to final delivery, providing unparalleled peace of mind for our global clientele and simplifying the entire procurement process from initial inquiry to product delivery.

Happy Customers

Projects Successfully Completed

Established

PhD Experts Driving R&D Excellence

Team Size

World-Class API Manufacturing Sites

Global Audits Successfully Completed

Comprehensive CDMO Service Offerings
Everything You Need to Know About Shilpa Pharma

Please Note: We partner exclusively with pharmaceutical manufacturers, biotech companies, and international trading firms. Minimum order quantities apply*