
At Shilpa Pharma, our New Chemical Entity (NCE) development services support pharma and biotech companies across the entire drug substance development lifecycle – from early discovery to clinical and commercial supply — while maintaining the highest standards of safety, quality, and efficiency. Backed by deep expertise in route scouting, proof-of-concept studies, process research & development, risk assessment, and scale-up, we deliver high-quality, scalable, and regulatory-compliant drug substances for global markets.
Our route scouting services identify and develop the most efficient synthetic routes at the earliest stage of a program. Experienced synthetic chemists and process engineers evaluate multiple pathways to optimize yield, purity, and cost-effectiveness. Through detailed feasibility studies and a phase-appropriate approach, we ensure the selected synthetic route aligns with the needs of early-stage research, clinical trials, and commercial manufacturing.

Our proof of concept (POC) studies validate the feasibility of the selected synthetic route and de-risk scale-up and regulatory acceptance. Through small-scale GMP manufacturing, we swiftly supply initial drug substance batches for biological testing, stability evaluation, and toxicological studies. Our team ensures process robustness for smooth extrapolation to larger scales while maintaining regulatory compliance — laying the foundation for process optimization and commercial scalability.

Our process research & development teams develop and optimize robust, scalable manufacturing processes for new chemical entities using state-of-the-art facilities. Expertise spans route optimization, reaction refinement, and impurity profiling for efficient, reproducible synthesis. By applying Quality by Design (QbD) principles and defining Critical Process Parameters (CPPs) and Critical Material Attributes (CMAs), we ensure batch consistency and regulatory compliance from development through commercialization.

Our scale-up manufacturing capabilities ensure a seamless transition from lab to pilot to full-scale production. We optimize processes for reproducibility, improved yield, and cost efficiency while maintaining robustness across every scale. GMP facilities enable pilot-scale batch production essential for regulatory submissions and commercial readiness, and our process validation and technology transfer expertise ensures global regulatory alignment and scalability.

A robust process safety and risk assessment strategy — incorporating HAZOP and HAZAN - safeguards safety, compliance, and scalability across all NCE development phases. We evaluate risks across raw materials, reaction conditions, and thermal hazards. By integrating predictive models and quantitative hazard assessments, we deliver safe, reproducible, and globally compliant processes that minimize risk and ensure reliability throughout the product lifecycle.

As a full-service CDMO, Shilpa Pharma offers end-to-end contract development and manufacturing solutions that ensure seamless progression from concept to commercial supply. With over 35 years of expertise, state-of-the-art GMP infrastructure, and a commitment to regulatory excellence, we deliver high-quality, scalable, and compliant drug substance manufacturing services tailored to the evolving needs of global pharmaceutical and biotech partners.




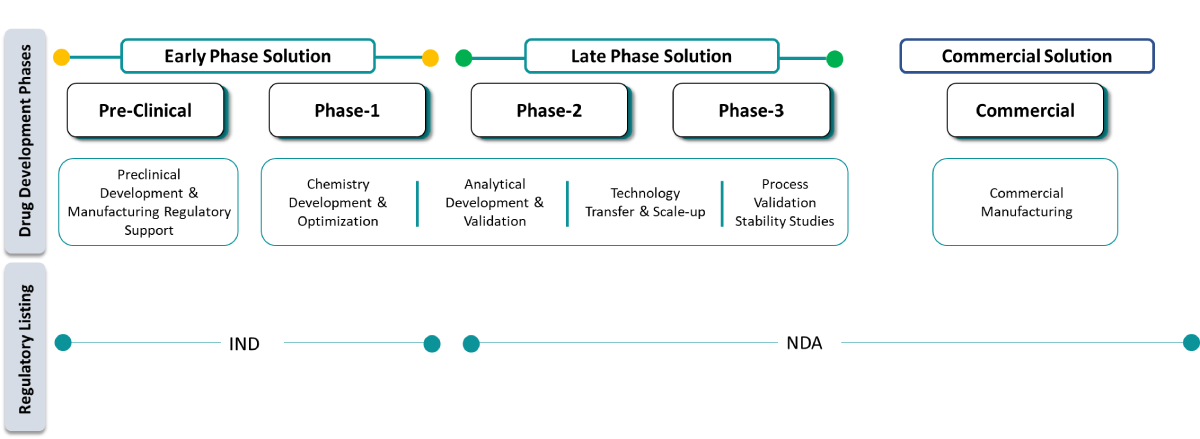
At Shilpa Pharma, we support pharma, mid-pharma, biotech, and academia in accelerating early development through pre-clinical development and manufacturing. Our expertise in route scouting, feasibility studies, and small-scale nGMP & GMP production enables partners to access early-stage material for toxicological and proof-of-concept studies.
Our scientific team optimizes synthetic routes and develops robust processes to ensure a smooth transition from concept to commercialization. Our analytical capabilities ensure method development, validation, and reliability of early-stage data.

Our clinical supply manufacturing services ensure seamless progression of drug candidates across all clinical phases with GMP-compliant drug substances. We provide phase-appropriate manufacturing, ensuring scalability and compliance at every stage.
Through process optimization and flexible manufacturing capabilities, we efficiently produce clinical trial materials aligned with global regulatory standards, ensuring consistent batch production and smooth transitions to late-stage development.

We specialize in manufacturing PV batches that are essential for regulatory submissions and commercial readiness. Our expertise in process optimization, CPP identification, and batch consistency ensures robust and reproducible manufacturing.
Our regulatory-driven approach ensures compliance with USFDA, EMA, PMDA, MFDS, and global health authorities — supporting smooth NDA and ANDA approvals with high-quality, scalable processes.

Our Chemistry, Manufacturing & Controls services play a critical role in enabling successful IND and NDA filings. We deliver comprehensive CMC documentation covering process development, analytical method validation, impurity profiling, and stability studies per ICH guidelines.
Our regulatory experts ensure data integrity and compliance, helping pharma companies streamline the approval process and accelerate their drug development timelines.

At Shilpa Pharma, we provide large-scale manufacturing for KSMs, RSMs, Intermediates, APIs, peptides, and specialty chemicals. Our cGMP facilities meet the highest international standards for quality and regulatory compliance.
With expertise in HPAPI manufacturing and advanced containment technologies, we ensure consistent, compliant, and efficient production for global pharmaceutical partners.

Ensuring a seamless transition from development to commercial manufacturing is central to our tech transfer expertise. We develop strategies that minimize risks while maintaining quality, scalability, and compliance.
Our customized supply security solutions ensure uninterrupted drug availability through strategic inventory management, regulatory compliance, and global supply chain resilience.

Please Note: We partner exclusively with pharmaceutical manufacturers, biotech companies, and international trading firms. Minimum order quantities apply*